

目录
快速导航-

专题策划:汽车零部件先进制造技术与装备 | NGD3.0缸盖生产线关键工序工艺设计分析
专题策划:汽车零部件先进制造技术与装备 | NGD3.0缸盖生产线关键工序工艺设计分析
-

专题策划:汽车零部件先进制造技术与装备 | 某商用车底盘车架轻量化设计
专题策划:汽车零部件先进制造技术与装备 | 某商用车底盘车架轻量化设计
-

专题策划:汽车零部件先进制造技术与装备 | 汽车转向架壳体的加工工装设计
专题策划:汽车零部件先进制造技术与装备 | 汽车转向架壳体的加工工装设计
-

工匠故事 | 精益求精 创新不止
工匠故事 | 精益求精 创新不止
-
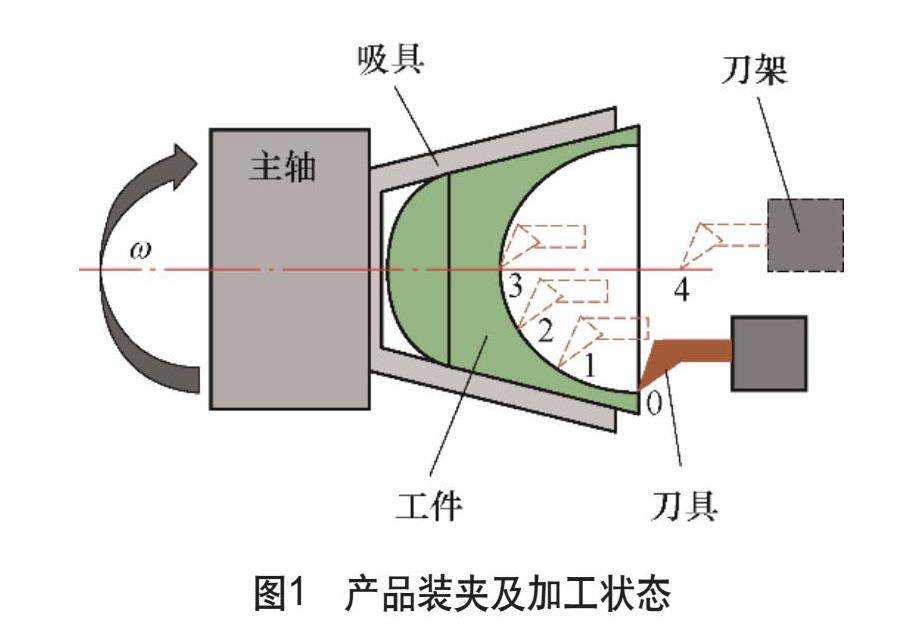
工艺方案 | 非规则薄壁类零件的一体化加工技术
工艺方案 | 非规则薄壁类零件的一体化加工技术
-

工艺方案 | GH901镍基合金阀杆弯曲控制方法
工艺方案 | GH901镍基合金阀杆弯曲控制方法
-

工艺方案 | 大直径薄壁钢筒零件的加工方法
工艺方案 | 大直径薄壁钢筒零件的加工方法
-
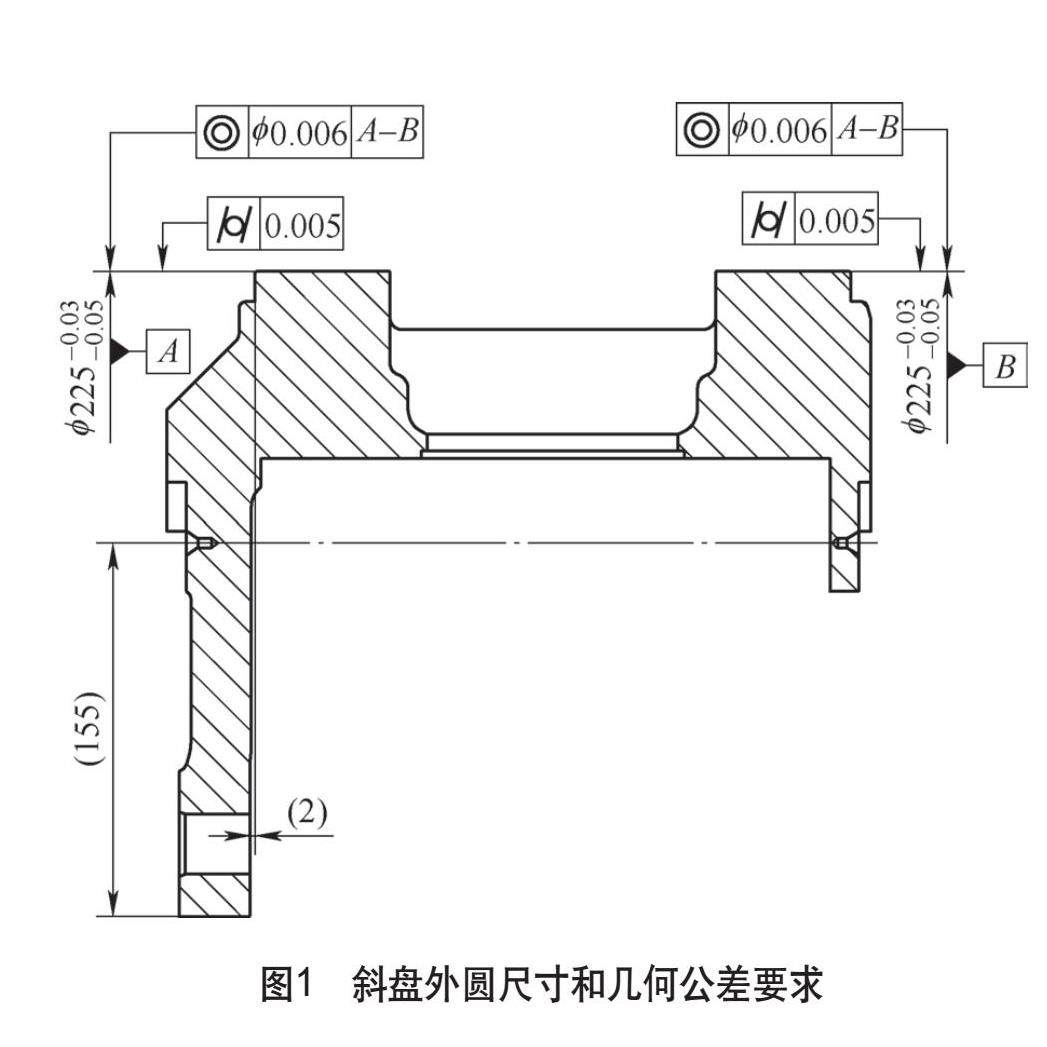
工艺方案 | 斜盘半圆面加工工艺
工艺方案 | 斜盘半圆面加工工艺
-

机床/附件/工装 | 少齿差行星齿轮减速器设计及在珩磨头中的应用
机床/附件/工装 | 少齿差行星齿轮减速器设计及在珩磨头中的应用
-
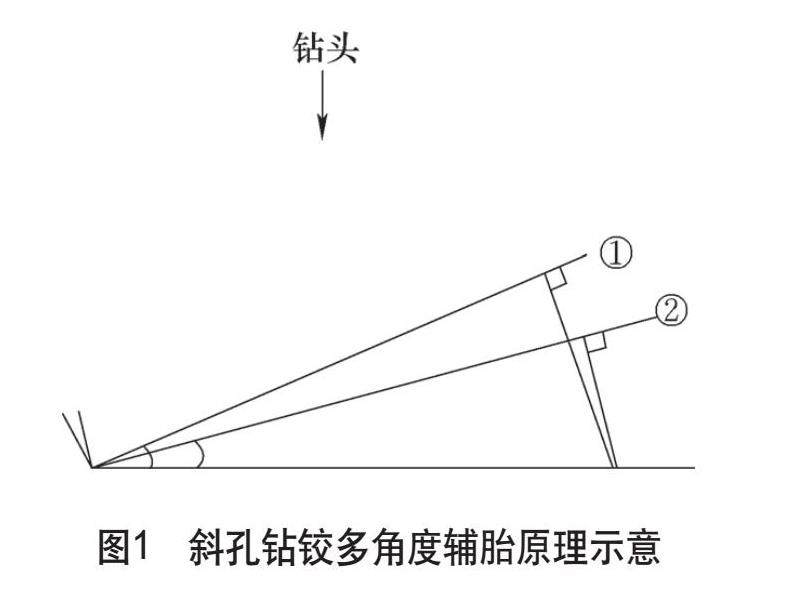
机床/附件/工装 | 矿用减速器箱体斜孔钻铰多角度辅胎的设计与应用
机床/附件/工装 | 矿用减速器箱体斜孔钻铰多角度辅胎的设计与应用
-

机床/附件/工装 | 龙门机床Z向滑台安装定位结构
机床/附件/工装 | 龙门机床Z向滑台安装定位结构
-

刀具 | 基于VERICUT华中数控四轴机床的仿真与切削验证
刀具 | 基于VERICUT华中数控四轴机床的仿真与切削验证
-
刀具 | 基于加工评估的特殊环境内形面车刀几何参数标准化策略
刀具 | 基于加工评估的特殊环境内形面车刀几何参数标准化策略
-

智能制造 | 基于i5数控系统宏程序加工钎具螺纹的工艺方法
智能制造 | 基于i5数控系统宏程序加工钎具螺纹的工艺方法
-

智能制造 | 铝合金缸盖管道曲面数控加工技术
智能制造 | 铝合金缸盖管道曲面数控加工技术
-

智能制造 | 西门子840D数控系统在机测量技术在柔性生产线上的应用
智能制造 | 西门子840D数控系统在机测量技术在柔性生产线上的应用
-
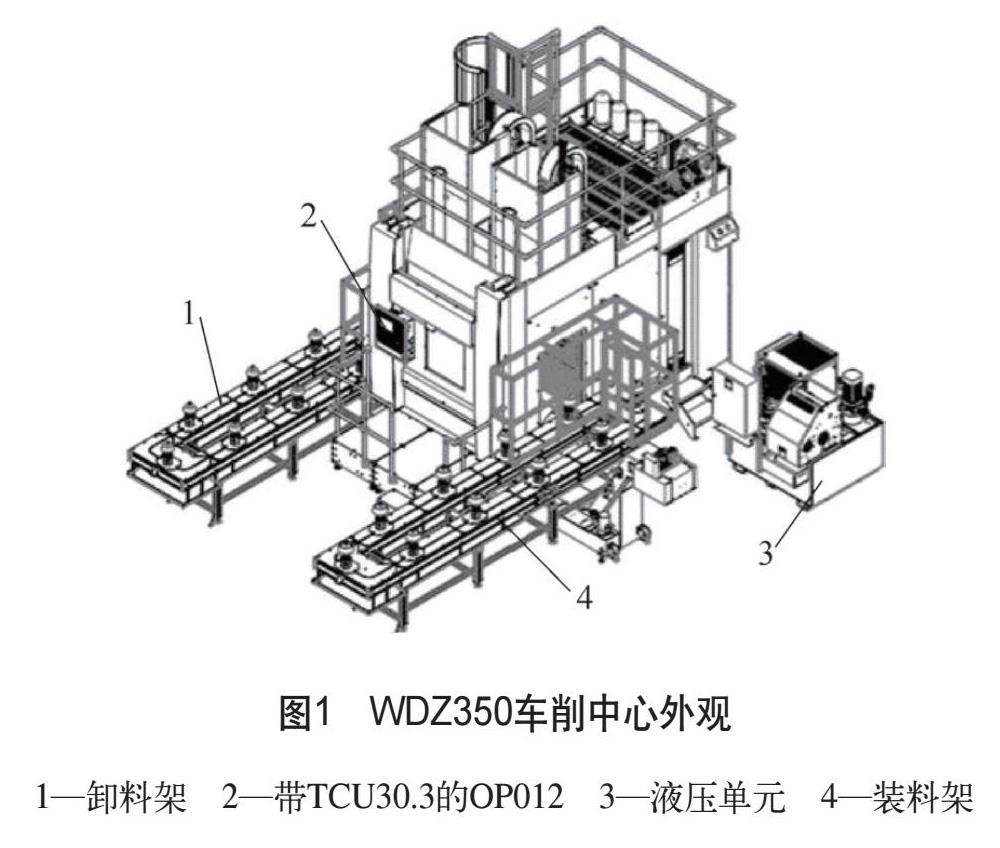
维修与改造 | 840D sl系统的倒立式车削中心进给轴调整技巧
维修与改造 | 840D sl系统的倒立式车削中心进给轴调整技巧
-

维修与改造 | 进口立式车削中心工作台异响处理
维修与改造 | 进口立式车削中心工作台异响处理
-
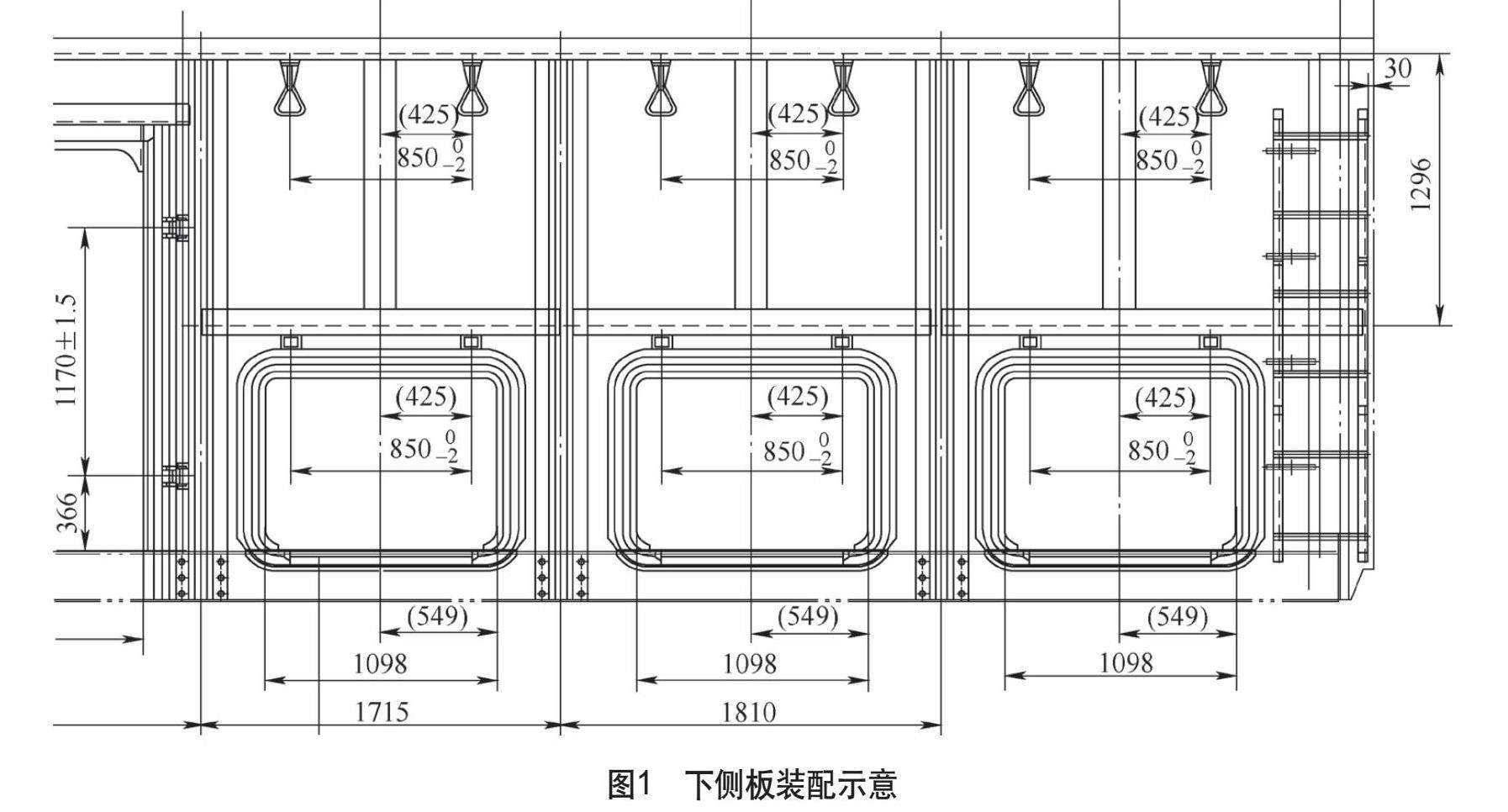
维修与改造 | 铁路货车敞车下侧板常见质量缺陷及控制措施
维修与改造 | 铁路货车敞车下侧板常见质量缺陷及控制措施
-
维修与改造 | 工业机器人常见故障多维度诊断与解决方案
维修与改造 | 工业机器人常见故障多维度诊断与解决方案


















 登录
登录