

目录
快速导航-

专题策划:CCMT2024特刊——世界先进切削技术 | 基于智能生产线的自进化式切削参数数据库构建与应用
专题策划:CCMT2024特刊——世界先进切削技术 | 基于智能生产线的自进化式切削参数数据库构建与应用
-

专题策划:CCMT2024特刊——世界先进切削技术 | 航空航天关重件高性能加工技术
专题策划:CCMT2024特刊——世界先进切削技术 | 航空航天关重件高性能加工技术
-
专题策划:CCMT2024特刊——世界先进切削技术 | CCMT2024切削刀具展品预览
专题策划:CCMT2024特刊——世界先进切削技术 | CCMT2024切削刀具展品预览
-

工匠故事 | 打造红旗“中国心”的数控匠人
工匠故事 | 打造红旗“中国心”的数控匠人
-
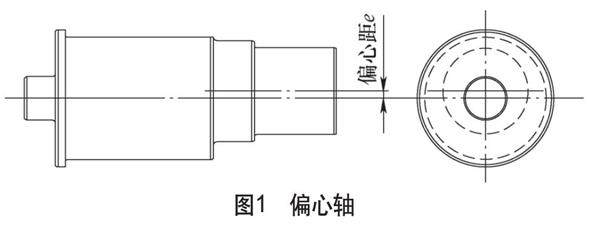
工艺方案 | 车削偏心轴的常用方法
工艺方案 | 车削偏心轴的常用方法
-

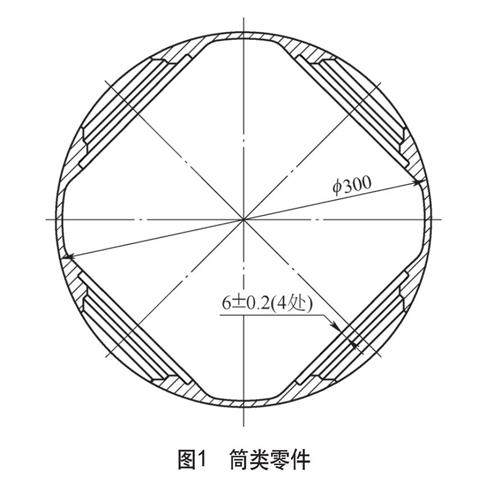
工艺方案 | 钛合金零件车削方案优化及工时计算
工艺方案 | 钛合金零件车削方案优化及工时计算
-
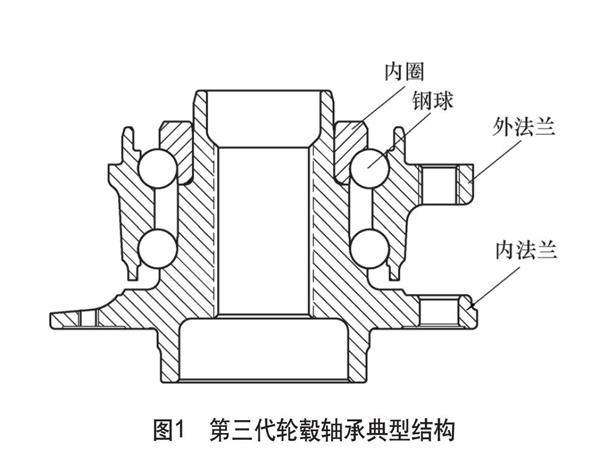
工艺方案 | 轮毂轴承磨削工艺改进
工艺方案 | 轮毂轴承磨削工艺改进
-
工艺方案 | 利用百分表提高径向台阶深度测量效率
工艺方案 | 利用百分表提高径向台阶深度测量效率
-
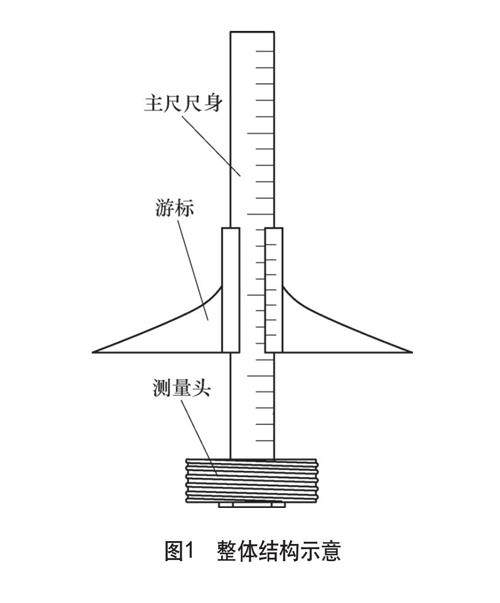
机床/附件/工装 | 盲孔螺纹有效深度检测装置
机床/附件/工装 | 盲孔螺纹有效深度检测装置
-
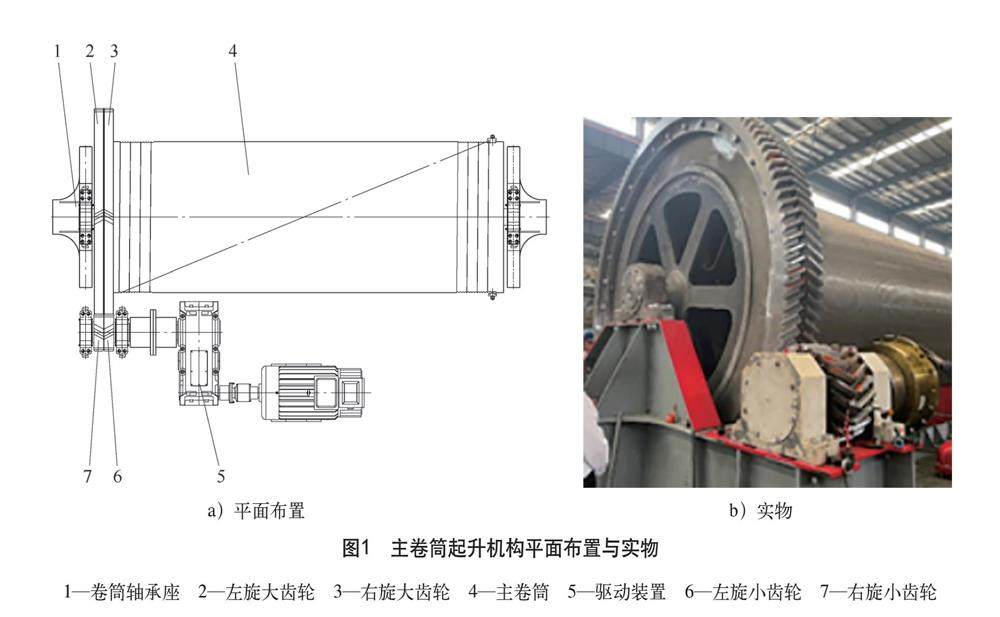
机床/附件/工装 | 造船门式起重机卷筒开式人字齿轮装配工艺与工装设计
机床/附件/工装 | 造船门式起重机卷筒开式人字齿轮装配工艺与工装设计
-
机床/附件/工装 | 螺纹微调机构在电机冲片单冲槽定心盘上的应用探索
机床/附件/工装 | 螺纹微调机构在电机冲片单冲槽定心盘上的应用探索
-
刀具 | Mastercam2023铣削加工策略与刀具选取
刀具 | Mastercam2023铣削加工策略与刀具选取
-

刀具 | 多弧离子镀沉积TiAlSiN涂层微观结构及力学性能分析
刀具 | 多弧离子镀沉积TiAlSiN涂层微观结构及力学性能分析
-
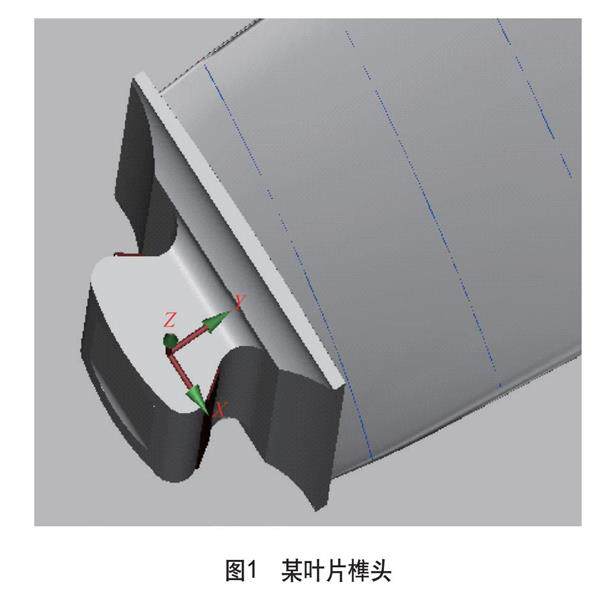
智能制造 | 叶片榫头尺寸自动化检测技术
智能制造 | 叶片榫头尺寸自动化检测技术
-
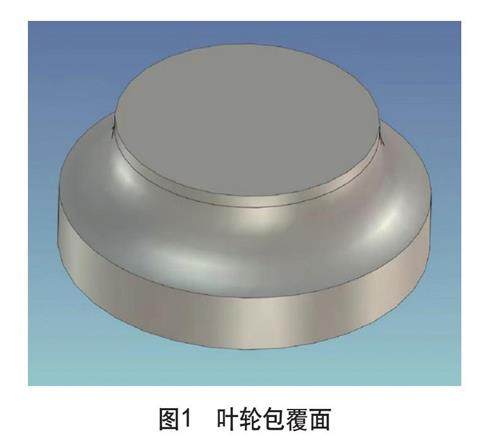
智能制造 | 基于CAXA制造工程师2022四轴编程对叶轮刀路的优化
智能制造 | 基于CAXA制造工程师2022四轴编程对叶轮刀路的优化
-
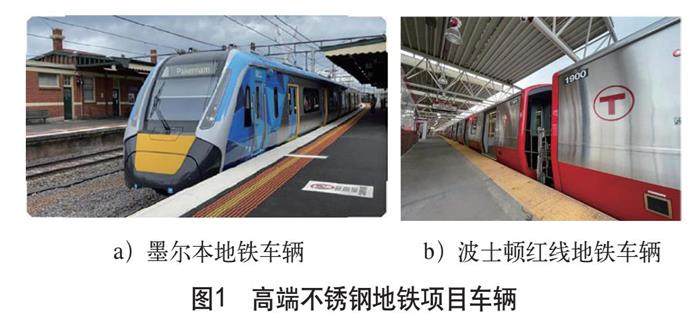
维修与改造 | 高端不锈钢地铁车辆墙板修复工艺
维修与改造 | 高端不锈钢地铁车辆墙板修复工艺
-
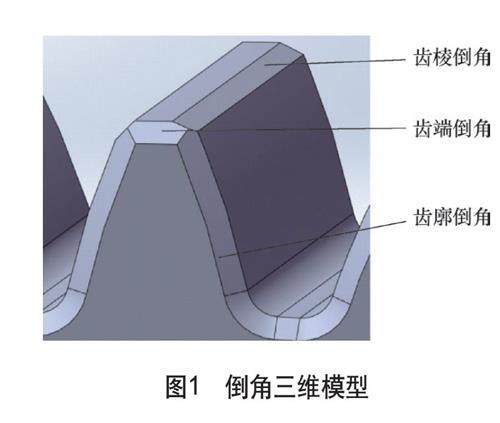
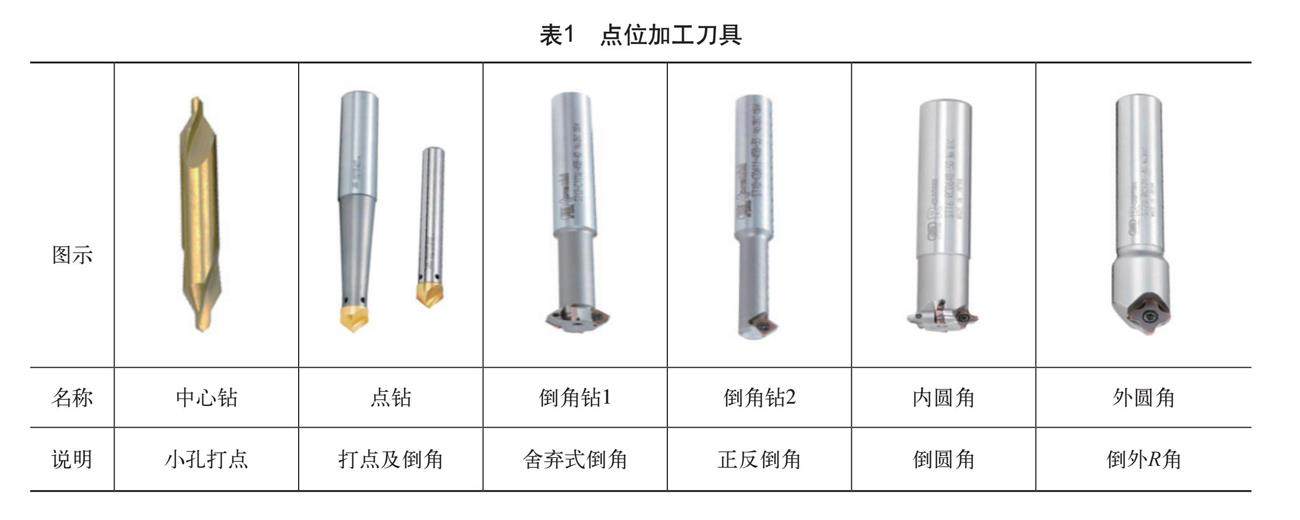
维修与改造 | 电动叉车减速器齿轮的齿棱倒角技术
维修与改造 | 电动叉车减速器齿轮的齿棱倒角技术
-
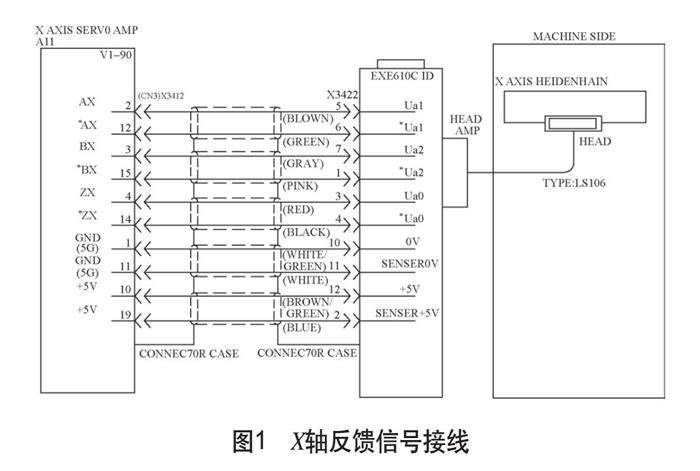
维修与改造 | 进口加工中心原点位置丢失问题追踪解析
维修与改造 | 进口加工中心原点位置丢失问题追踪解析


















 登录
登录