

目录
快速导航-

专题策划:模具制造技术与装备 | 中国模具产业发展趋势与需求分析
专题策划:模具制造技术与装备 | 中国模具产业发展趋势与需求分析
-

专题策划:模具制造技术与装备 | 空工位模具工装现状与发展趋势
专题策划:模具制造技术与装备 | 空工位模具工装现状与发展趋势
-

专题策划:模具制造技术与装备 | SDA1型内燃机车门板模具成型工艺分析及解决措施
专题策划:模具制造技术与装备 | SDA1型内燃机车门板模具成型工艺分析及解决措施
-

专题策划:模具制造技术与装备 | 基于工业级FDM设备随行拍打结构设计
专题策划:模具制造技术与装备 | 基于工业级FDM设备随行拍打结构设计
-
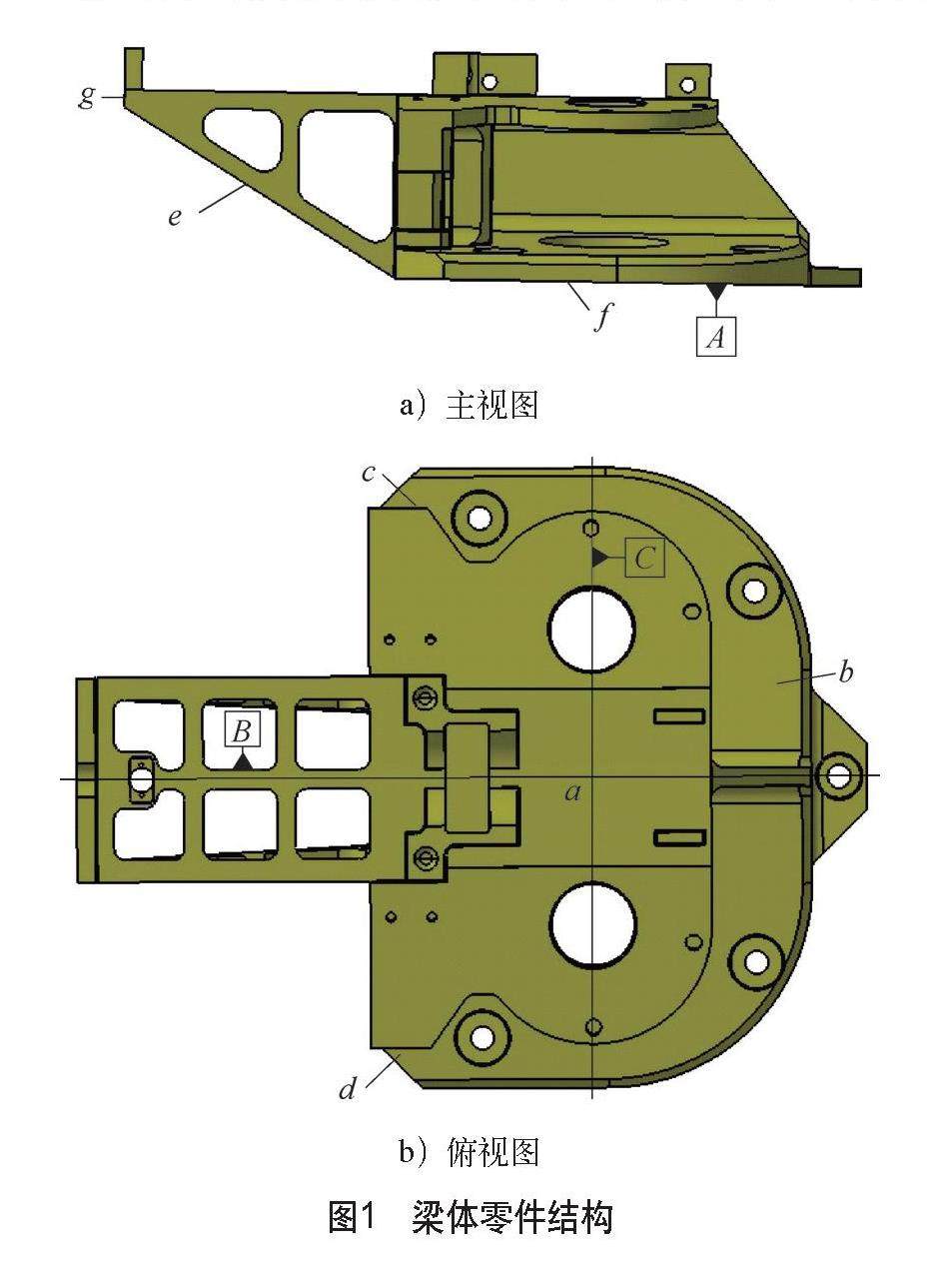
工艺方案 | 航空梁体零件工艺方案的优化与改进
工艺方案 | 航空梁体零件工艺方案的优化与改进
-
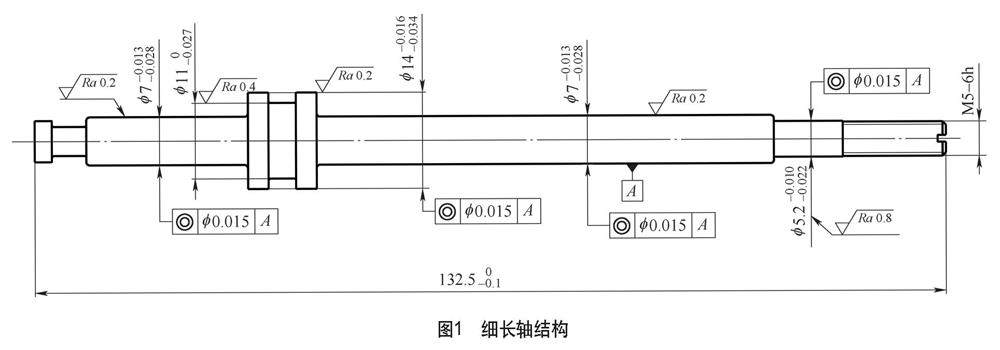
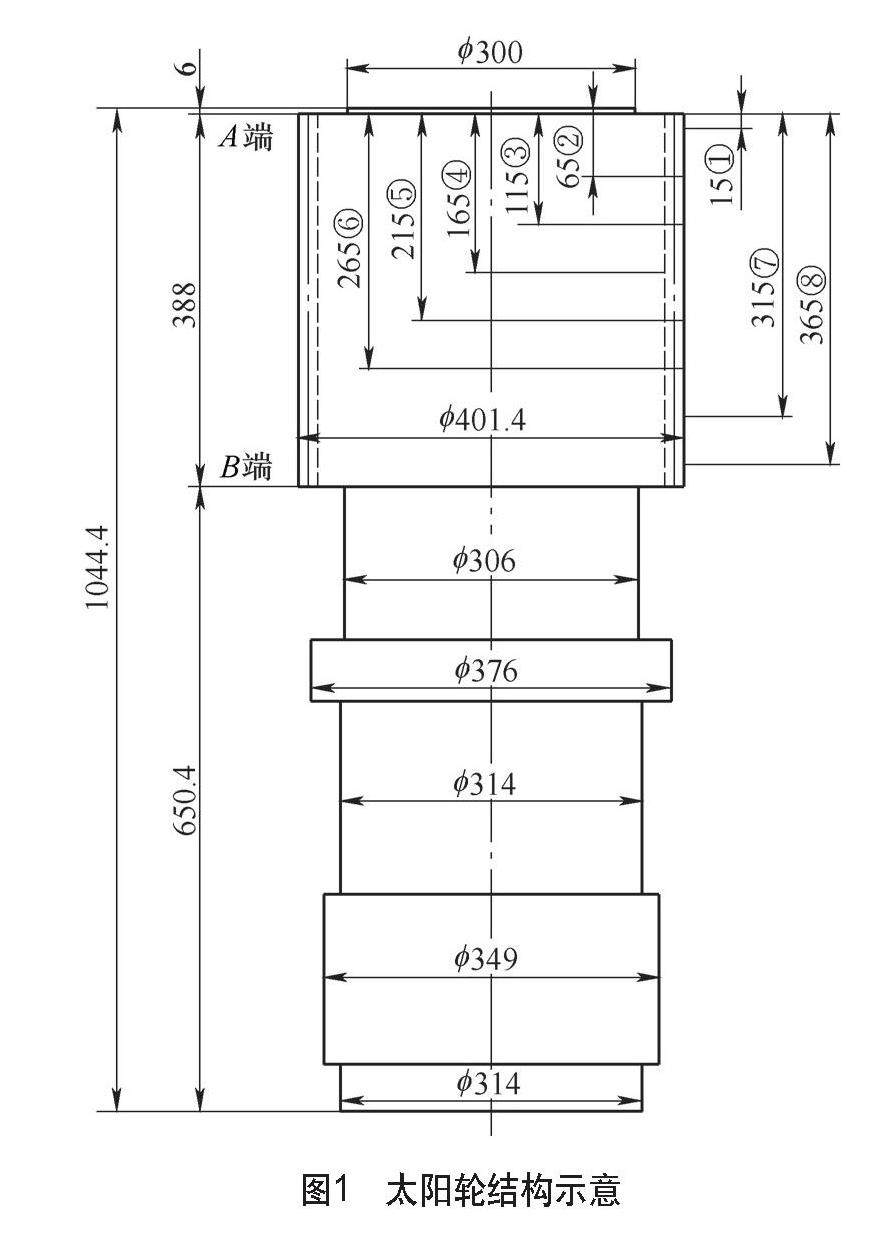
工艺方案 | 1Cr11Ni2W2MoV不锈钢细长轴加工工艺
工艺方案 | 1Cr11Ni2W2MoV不锈钢细长轴加工工艺
-
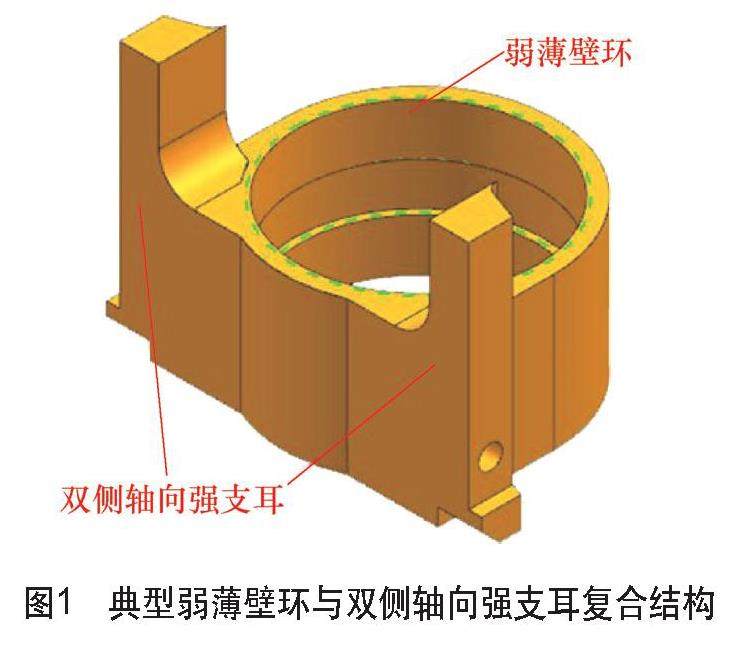
工艺方案 | 薄壁环与支耳复合弱刚度构件加工技术
工艺方案 | 薄壁环与支耳复合弱刚度构件加工技术
-
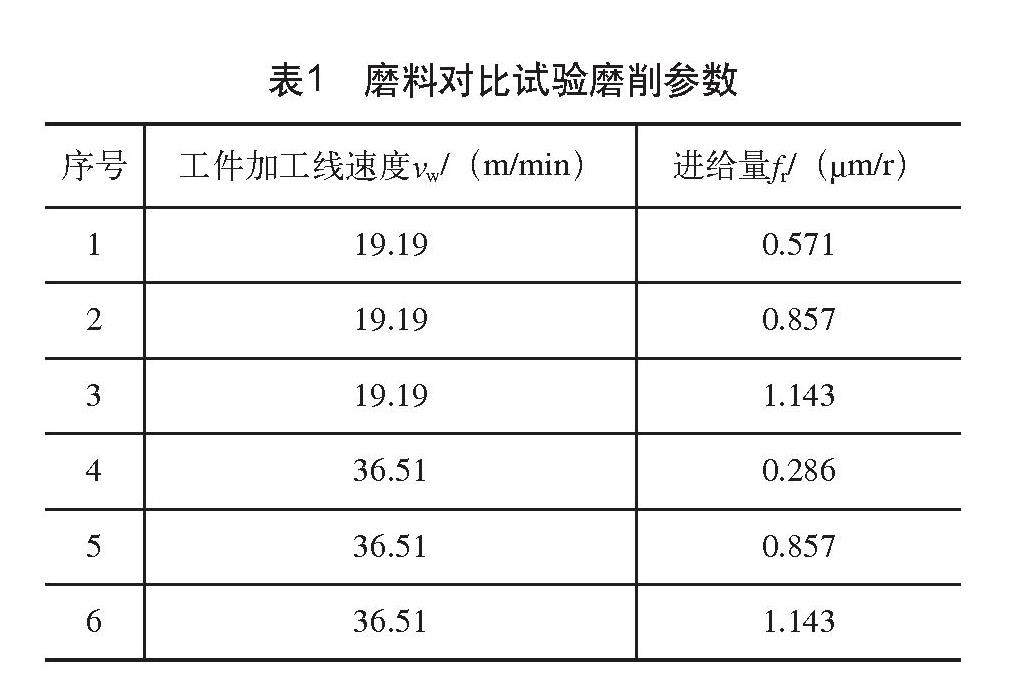
工艺方案 | 磨削工艺对列车车轴表面粗糙度及加工应力的影响
工艺方案 | 磨削工艺对列车车轴表面粗糙度及加工应力的影响
-
工艺方案 | 基于滚齿修形补偿热畸变的工艺改进
工艺方案 | 基于滚齿修形补偿热畸变的工艺改进
-
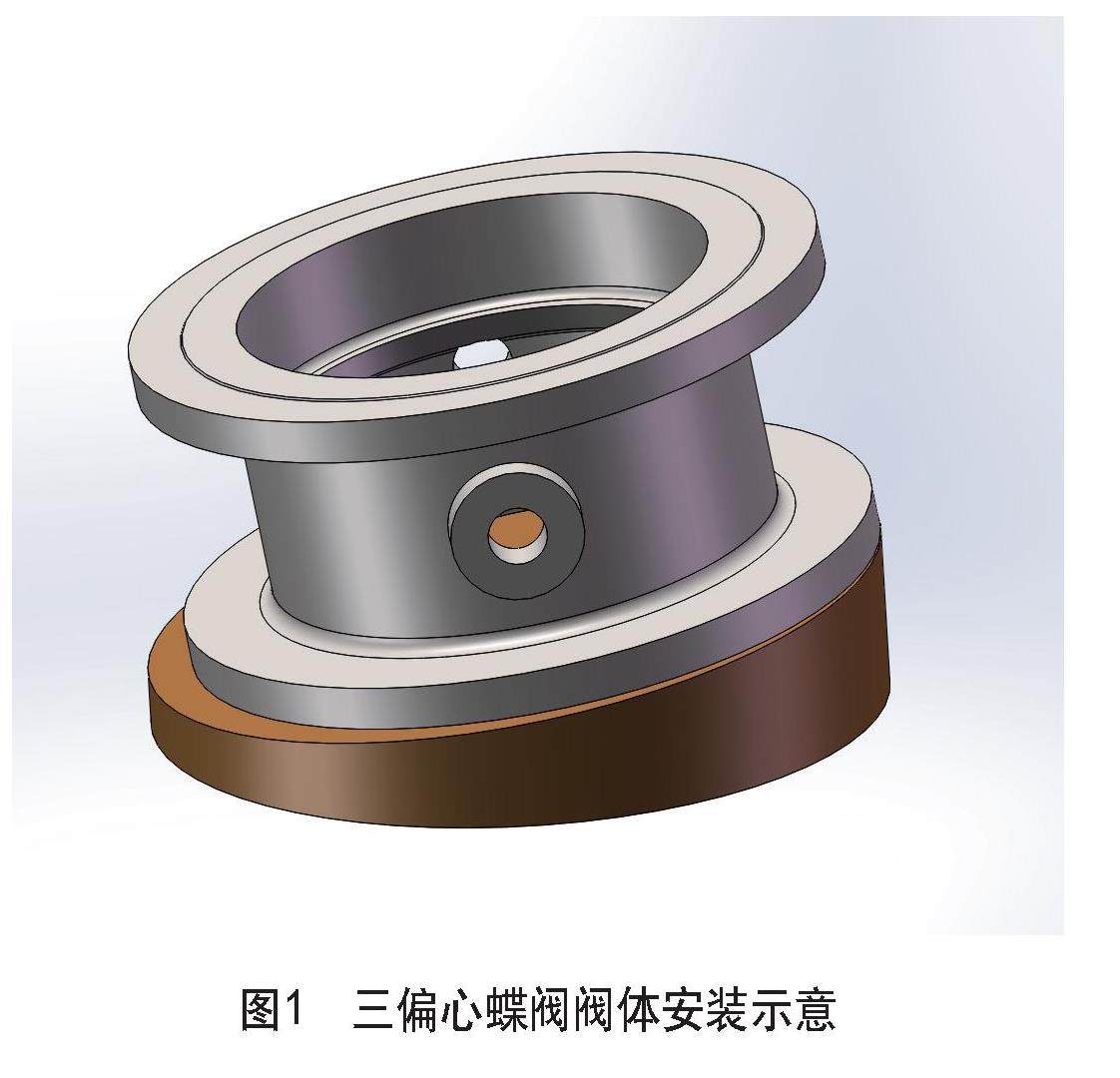
工艺方案 | 三偏心蝶阀阀座在线测量方法
工艺方案 | 三偏心蝶阀阀座在线测量方法
-
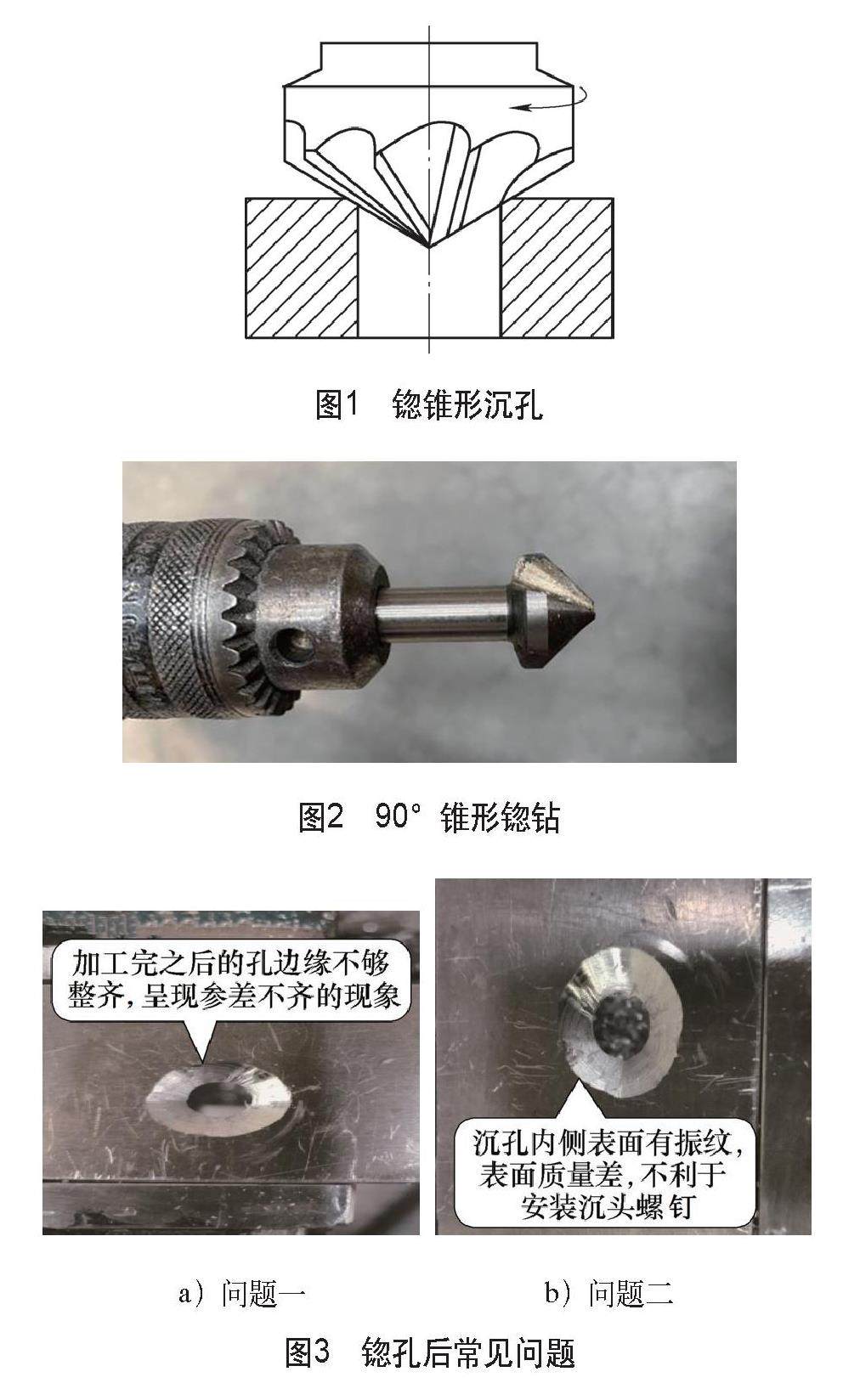
机床/附件/工装 | 高精度控制锪孔加工深度和表面粗糙度装置
机床/附件/工装 | 高精度控制锪孔加工深度和表面粗糙度装置
-

机床/附件/工装 | 空调滤网自动清洗机的研制
机床/附件/工装 | 空调滤网自动清洗机的研制
-
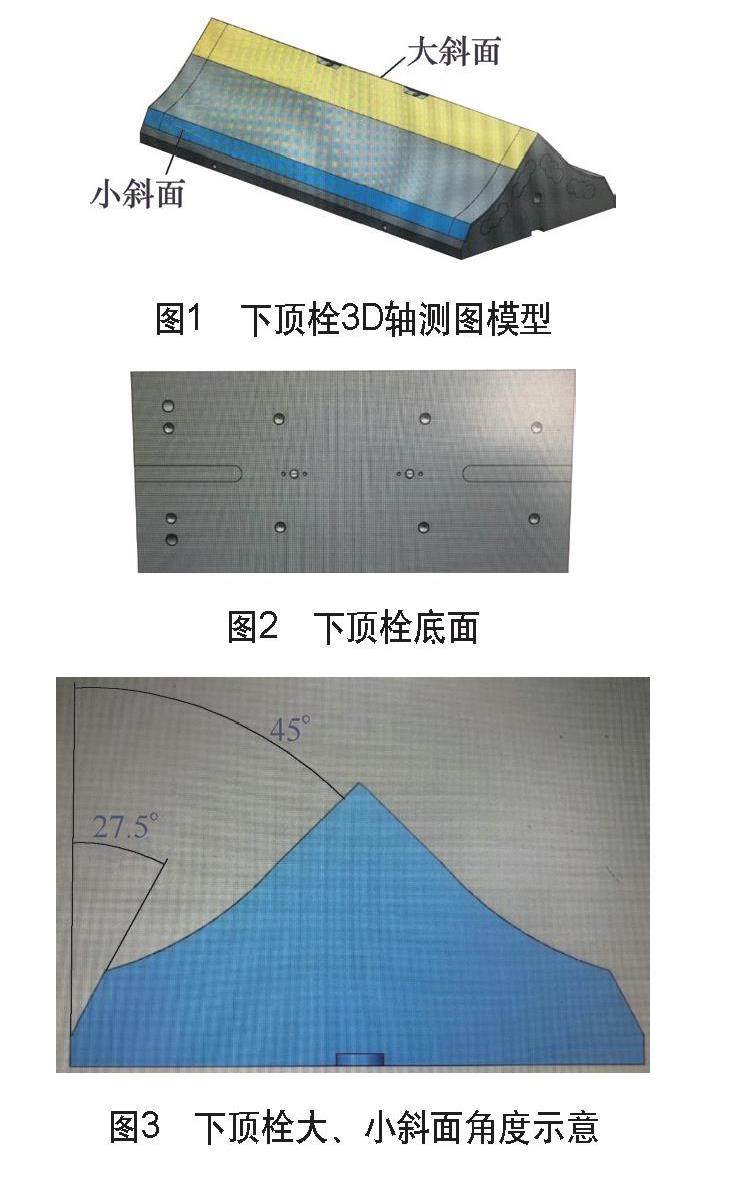
机床/附件/工装 | 密炼机下顶栓磨床专用工装设计
机床/附件/工装 | 密炼机下顶栓磨床专用工装设计
-

刀具 | 基于切削仿真技术的桃形刀片钝角刀尖车刀设计
刀具 | 基于切削仿真技术的桃形刀片钝角刀尖车刀设计
-
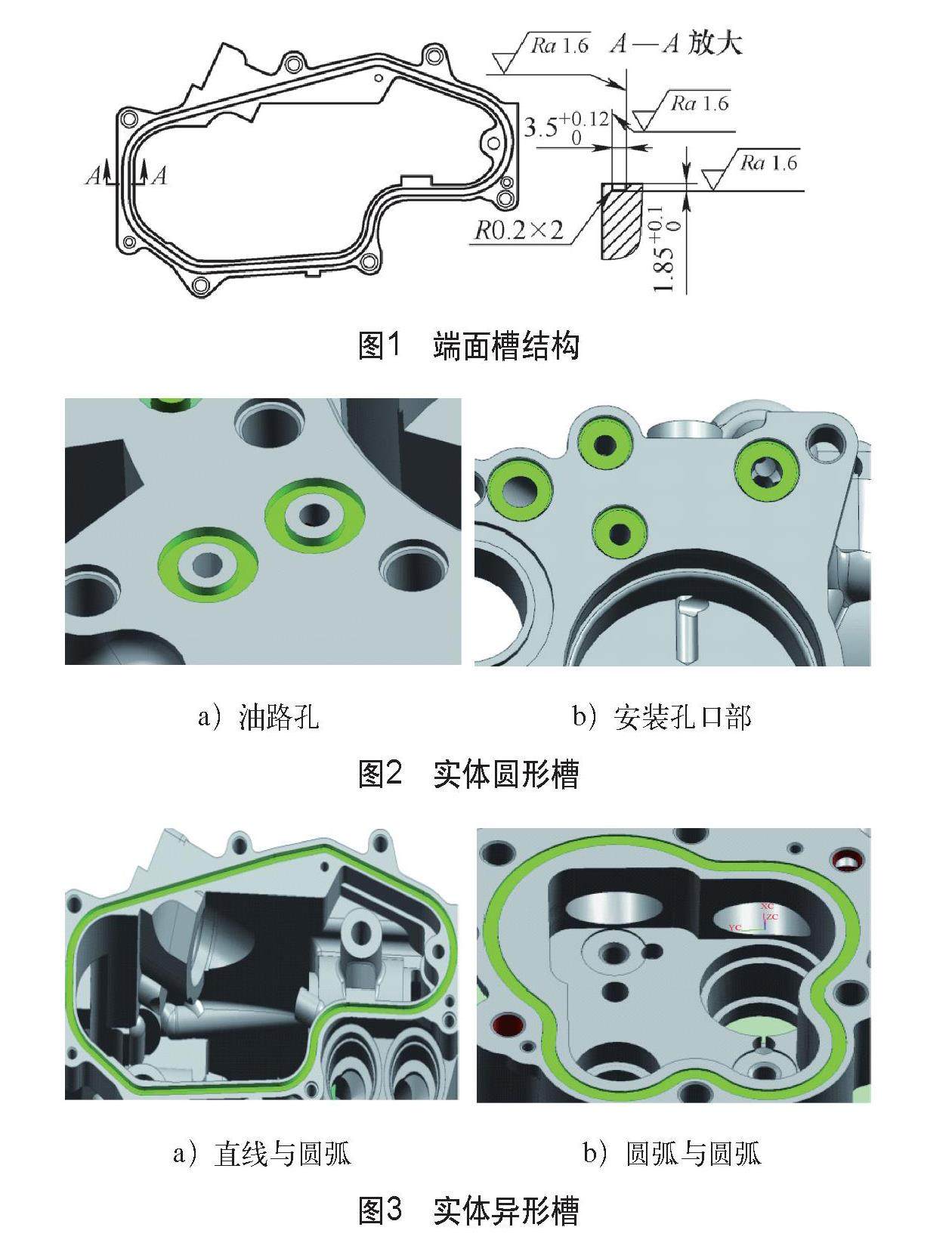
刀具 | 壳体端面槽数控抛光技术
刀具 | 壳体端面槽数控抛光技术
-
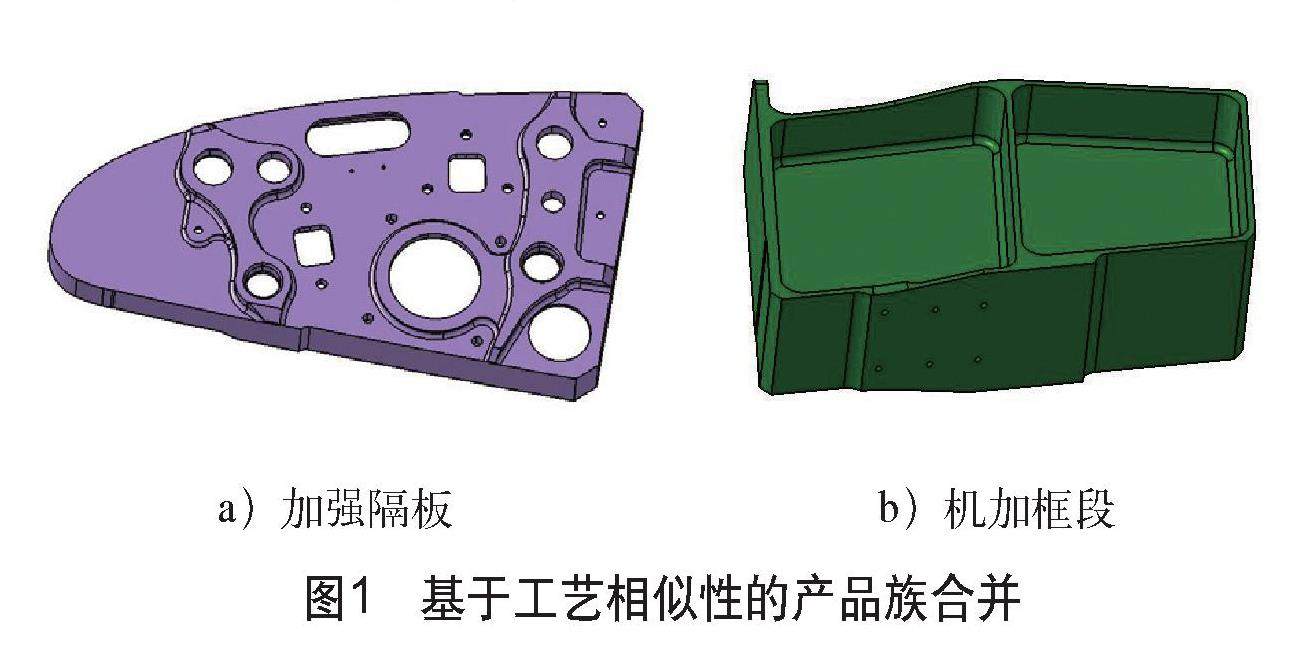
智能制造 | 航空复杂结构件柔性生产工艺设计
智能制造 | 航空复杂结构件柔性生产工艺设计
-

智能制造 | 立式加工中心基于发那科系统的铣车复合应用方案
智能制造 | 立式加工中心基于发那科系统的铣车复合应用方案
-
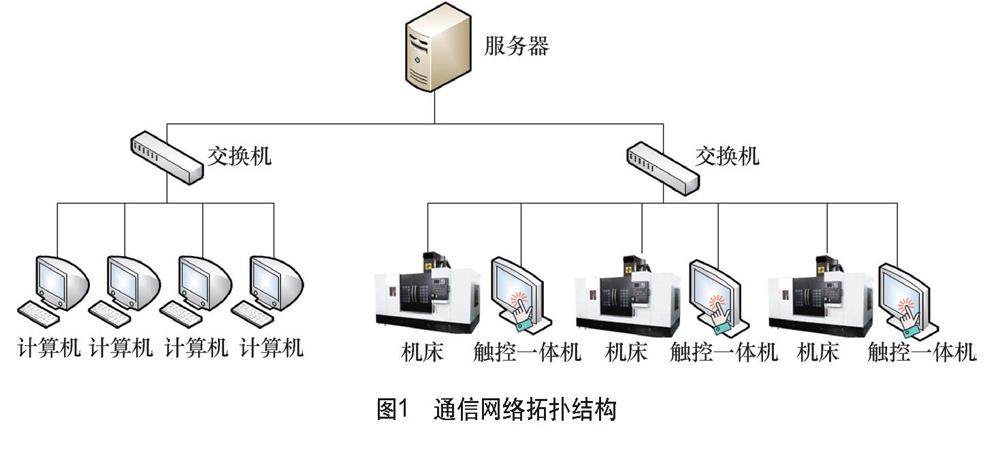
维修与改造 | 数控机床网络化改造
维修与改造 | 数控机床网络化改造
-
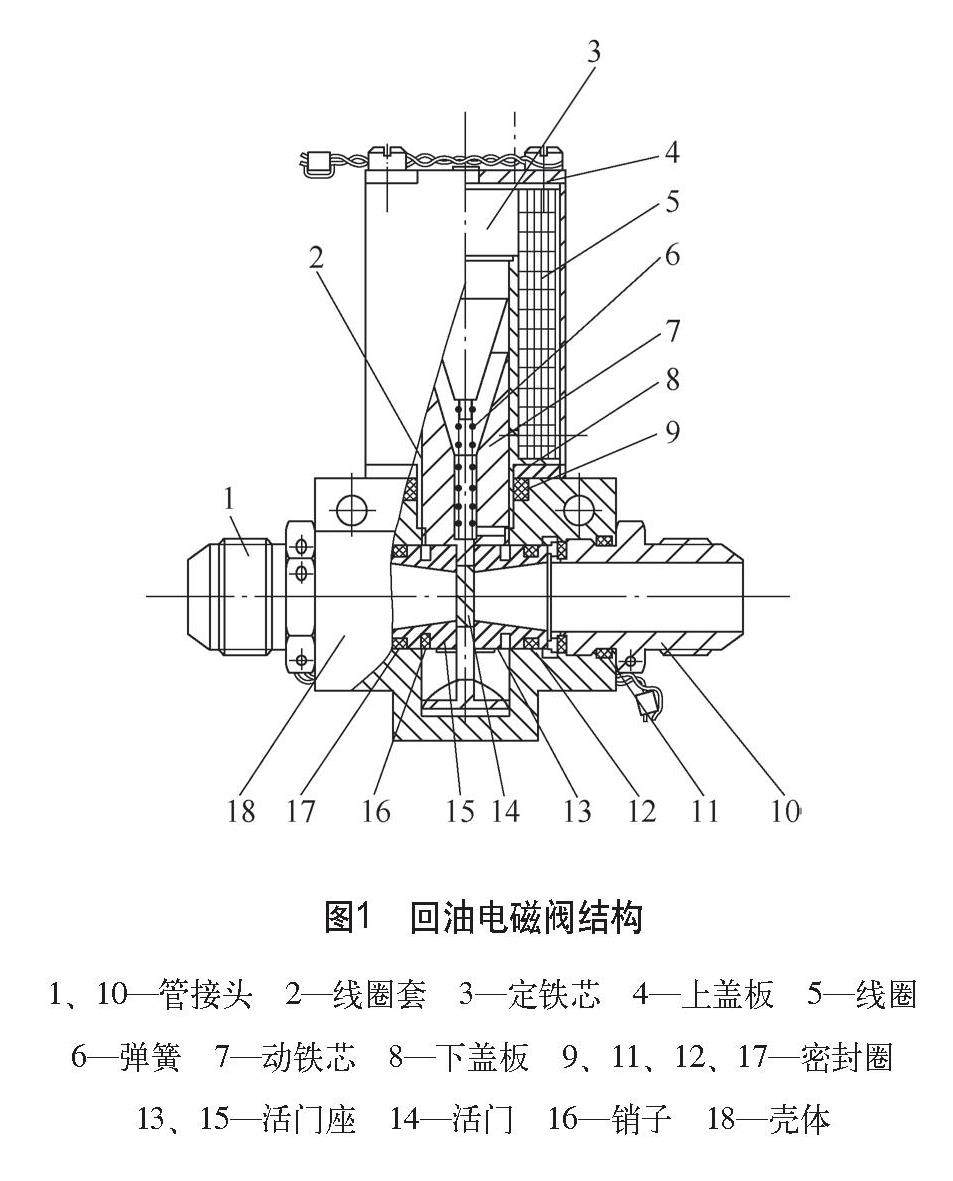
维修与改造 | 某型机回油电磁阀漏油故障改进
维修与改造 | 某型机回油电磁阀漏油故障改进
-
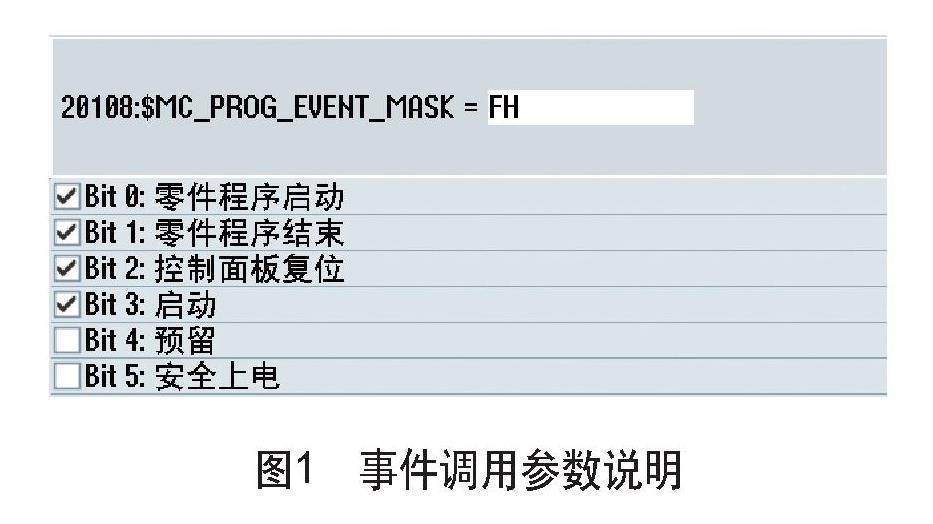
维修与改造 | 事件驱动子程序在进口设备功能改进中的应用
维修与改造 | 事件驱动子程序在进口设备功能改进中的应用


















 登录
登录