
目录
快速导航-

有色金属成形专题 | Cu-AI过渡部件搅拌摩擦固相焊接与增材的研究进展
有色金属成形专题 | Cu-AI过渡部件搅拌摩擦固相焊接与增材的研究进展
-
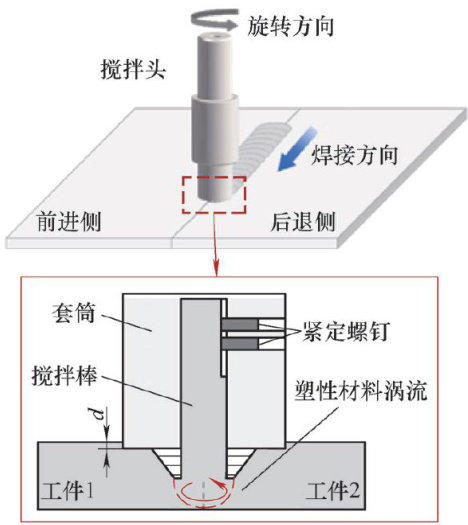
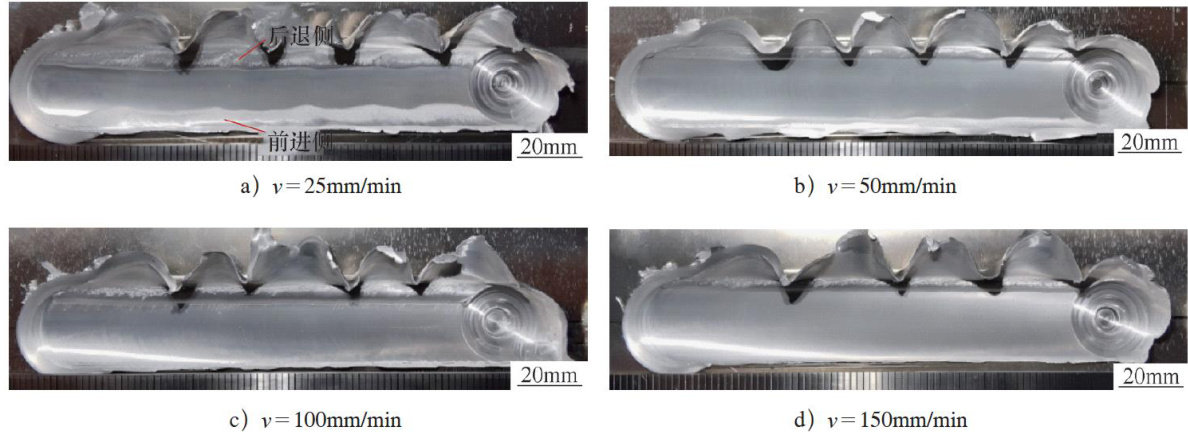
有色金属成形专题 | 基于塑性涡流的铝合金搅拌摩擦焊根部弱连接缺陷消除研究
有色金属成形专题 | 基于塑性涡流的铝合金搅拌摩擦焊根部弱连接缺陷消除研究
-
有色金属成形专题 | 焊接速度对AA6061-T6/QP980异种金属搅拌摩擦搭接焊接头组织与性能的影响
有色金属成形专题 | 焊接速度对AA6061-T6/QP980异种金属搅拌摩擦搭接焊接头组织与性能的影响
-
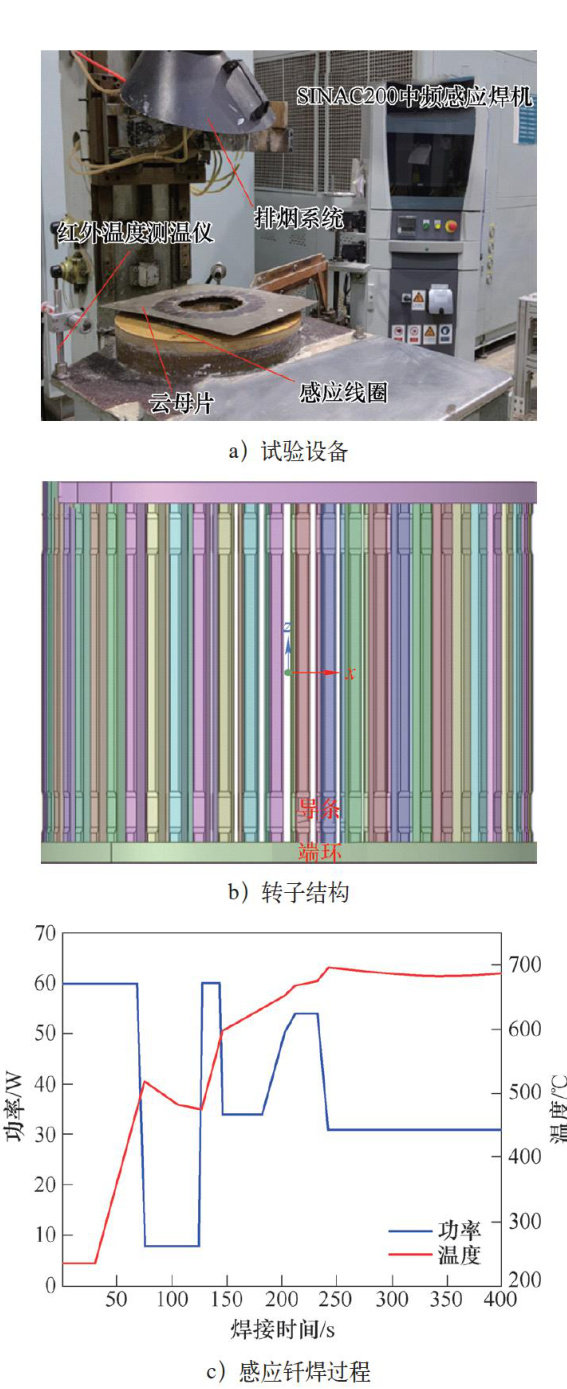
有色金属成形专题 | 异步电动机转子感应钎焊多物理场耦合仿真与试验研究
有色金属成形专题 | 异步电动机转子感应钎焊多物理场耦合仿真与试验研究
-

有色金属成形专题 | Ni箔厚度对Ti65/Nb521接触反应钎焊接头组织与性能的影响
有色金属成形专题 | Ni箔厚度对Ti65/Nb521接触反应钎焊接头组织与性能的影响
-
增材制造 | 面向海水环境舞台机械结构轻量化的镁合金表面非晶涂层性能研究
增材制造 | 面向海水环境舞台机械结构轻量化的镁合金表面非晶涂层性能研究
-
增材制造 | 航空发动机叶片电弧熔丝增材制造的熔池演化建模与验证
增材制造 | 航空发动机叶片电弧熔丝增材制造的熔池演化建模与验证
-
焊接与切割 | 贝氏体合金钢道岔补焊工艺研究
焊接与切割 | 贝氏体合金钢道岔补焊工艺研究
-

焊接与切割 | 高铁钢轨焊缝打磨机器人系统研究与应用
焊接与切割 | 高铁钢轨焊缝打磨机器人系统研究与应用
-
焊接与切割 | 超大型挖掘机动臂焊接变位机设计与应用
焊接与切割 | 超大型挖掘机动臂焊接变位机设计与应用
-

焊接与切割 | 脱甲烷再沸器出口接管焊缝开裂的晶间腐蚀失效分析
焊接与切割 | 脱甲烷再沸器出口接管焊缝开裂的晶间腐蚀失效分析
-
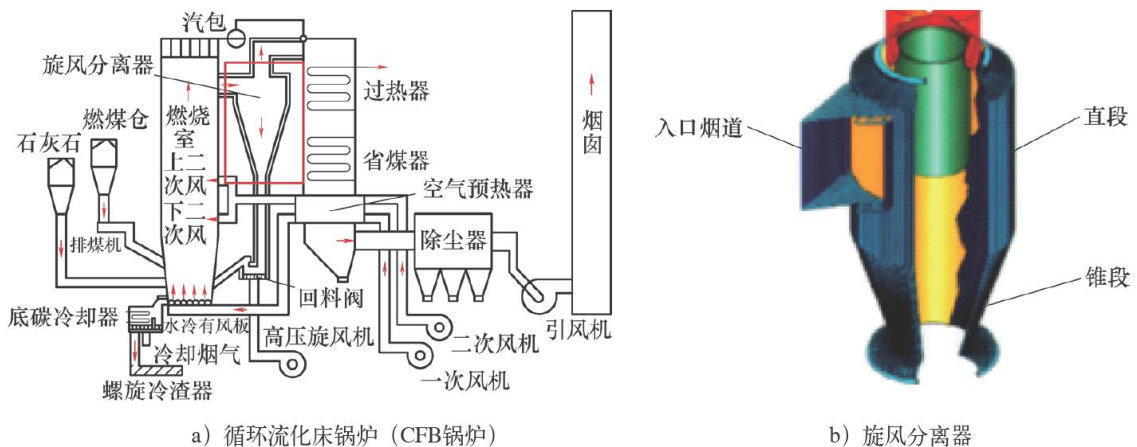
焊接与切割 | CFB锅炉旋风分离器销钉机器人焊接系统开发及应用
焊接与切割 | CFB锅炉旋风分离器销钉机器人焊接系统开发及应用
-
焊接与切割 | 中碳钢旋转摩擦焊接技术研究进展
焊接与切割 | 中碳钢旋转摩擦焊接技术研究进展
-
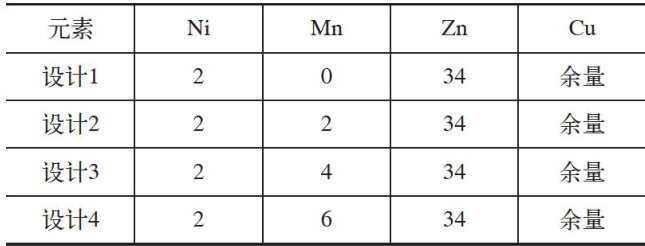
焊接与切割 | Mn元素对CuZnNi钎料润湿性及钎焊接头组织和性能的影响
焊接与切割 | Mn元素对CuZnNi钎料润湿性及钎焊接头组织和性能的影响
-

热处理 | GH4706合金在不同时效下的析出相演化及其对力学性能的影响
热处理 | GH4706合金在不同时效下的析出相演化及其对力学性能的影响
-
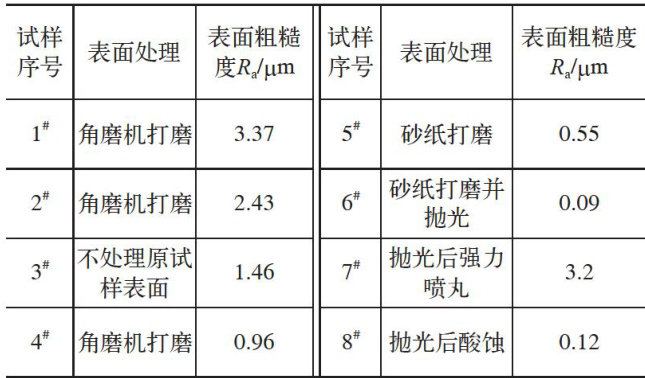
热处理 | 不同表面状态对齿轮气体渗氮的影响
热处理 | 不同表面状态对齿轮气体渗氮的影响
-

热处理 | 核级奥氏体不锈钢密封筒渗氮层失效机理研究
热处理 | 核级奥氏体不锈钢密封筒渗氮层失效机理研究
-

热处理 | 20钢无缝钢管的退火工艺优化与性能研究
热处理 | 20钢无缝钢管的退火工艺优化与性能研究
-

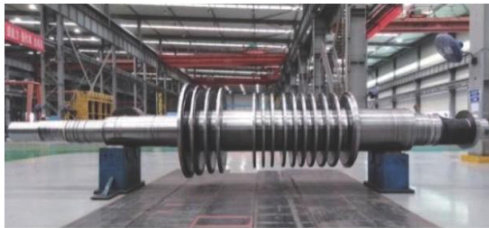
铸造与锻造 | 超大型储能飞轮锻件晶粒细化工艺研究
铸造与锻造 | 超大型储能飞轮锻件晶粒细化工艺研究
-
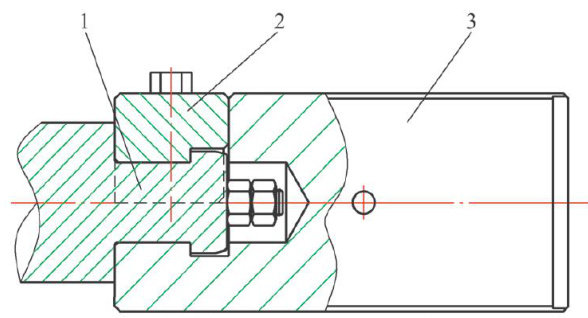
铸造与锻造 | 平锻机模柄斜销紧固方式的相关计算及改进
铸造与锻造 | 平锻机模柄斜销紧固方式的相关计算及改进
-
铸造与锻造 | 电站设备大型锻件化学成分分析方法探讨
铸造与锻造 | 电站设备大型锻件化学成分分析方法探讨














 登录
登录