

目录
快速导航-

新年寄语 | 稳经济,保增长,促发展
新年寄语 | 稳经济,保增长,促发展
-

专题策划:数字化生产与规划 | 直升机制造企业基于产品聚类的关重件“数智化”工厂建设
专题策划:数字化生产与规划 | 直升机制造企业基于产品聚类的关重件“数智化”工厂建设
-

专题策划:数字化生产与规划 | 面向数控生产线的智能质量管控技术
专题策划:数字化生产与规划 | 面向数控生产线的智能质量管控技术
-

专题策划:数字化生产与规划 | 多品种变批量产品自动化生产线高效加工技术
专题策划:数字化生产与规划 | 多品种变批量产品自动化生产线高效加工技术
-
工匠故事 | 践行工匠精神
工匠故事 | 践行工匠精神
-
工艺方案 | 跨声速风洞调压阀制造工艺
工艺方案 | 跨声速风洞调压阀制造工艺
-

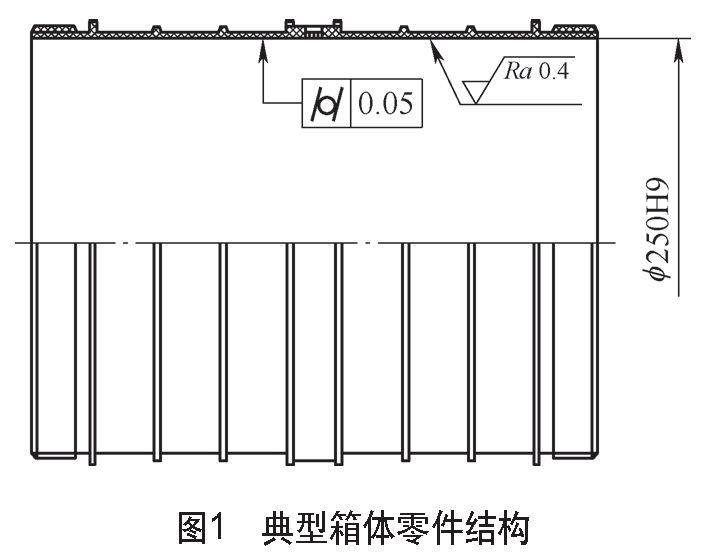
工艺方案 | 大型薄壁箱体加工难点分析及解决方案
工艺方案 | 大型薄壁箱体加工难点分析及解决方案
-
工艺方案 | 数控加工套管零件尺寸的新型测量方法
工艺方案 | 数控加工套管零件尺寸的新型测量方法
-
工艺方案 | 外形复杂的高精度铝合金薄壁件加工工艺
工艺方案 | 外形复杂的高精度铝合金薄壁件加工工艺
-
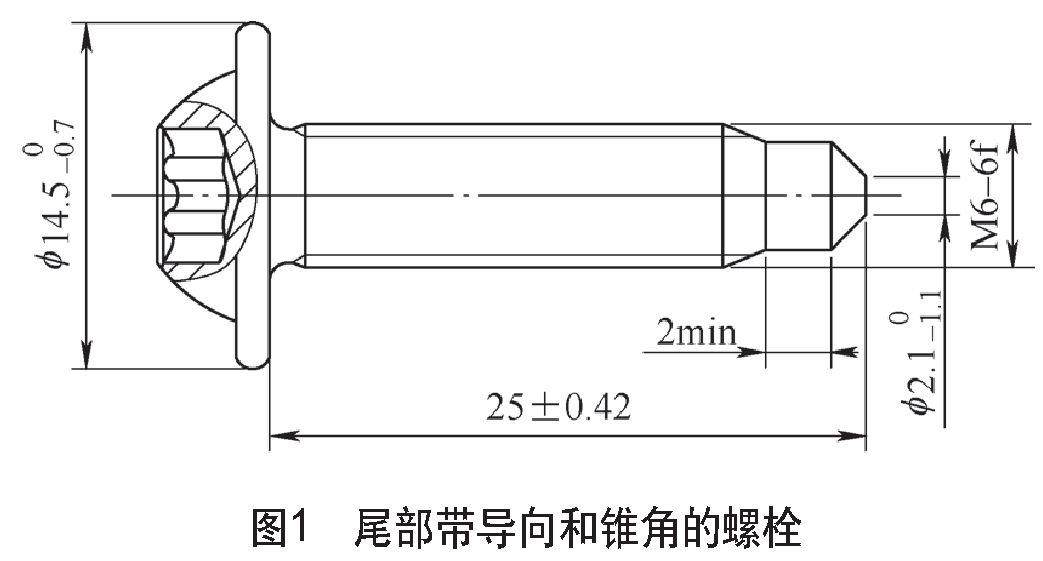
工艺方案 | 通过搓丝板改进实现螺栓加工工艺优化
工艺方案 | 通过搓丝板改进实现螺栓加工工艺优化
-
机床/附件/工装 | 航空增压油箱内孔浮动抛光技术
机床/附件/工装 | 航空增压油箱内孔浮动抛光技术
-
机床/附件/工装 | 拉槽机偏心工艺装备设计应用
机床/附件/工装 | 拉槽机偏心工艺装备设计应用
-
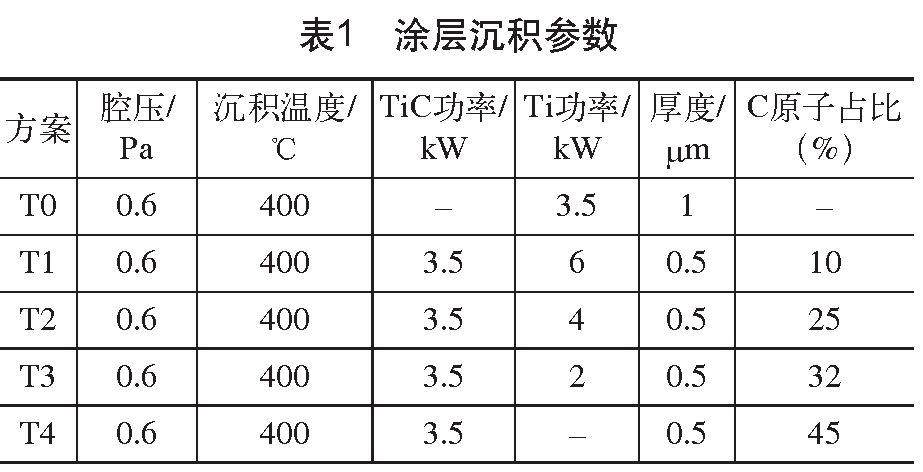
刀具 | HiPIMS制备高性能TiCN涂层
刀具 | HiPIMS制备高性能TiCN涂层
-
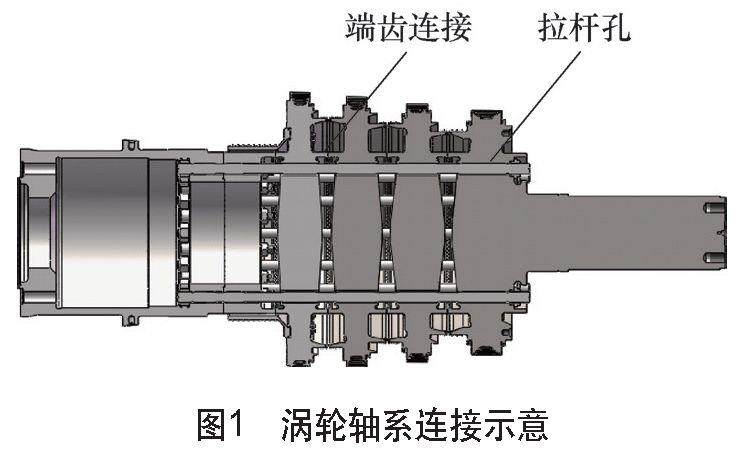
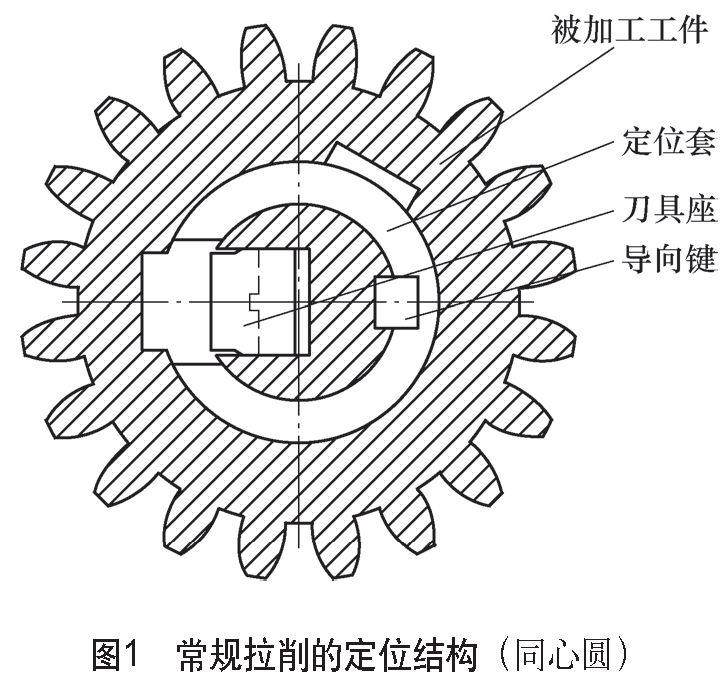
刀具 | 燃气轮机叶轮高精度拉杆孔加工
刀具 | 燃气轮机叶轮高精度拉杆孔加工
-
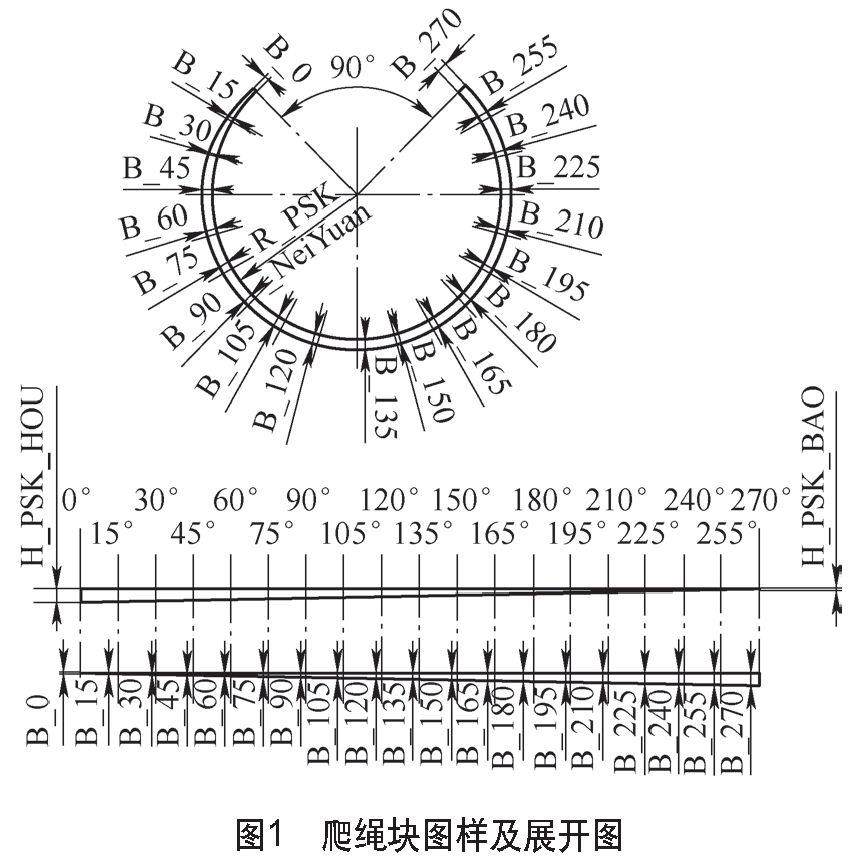
智能制造 | 基于UG的爬绳块参数化建模方法
智能制造 | 基于UG的爬绳块参数化建模方法
-

智能制造 | 面向智能制造的“数控机床互联通讯协议NC-Link”
智能制造 | 面向智能制造的“数控机床互联通讯协议NC-Link”
-
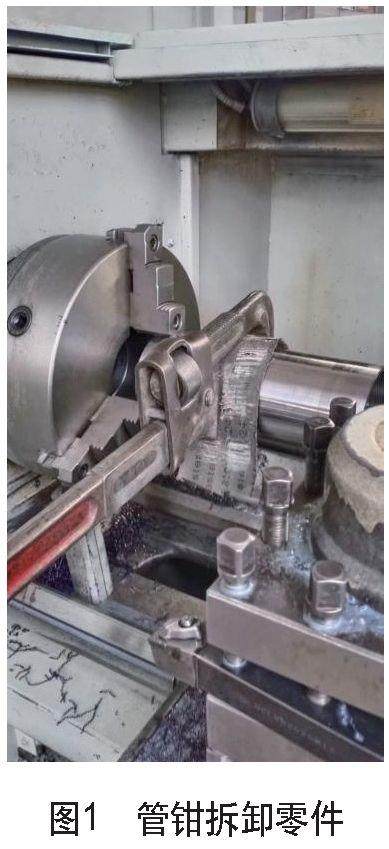
智能制造 | 基于任意尺寸螺纹夹紧装置的拆卸方案
智能制造 | 基于任意尺寸螺纹夹紧装置的拆卸方案
-
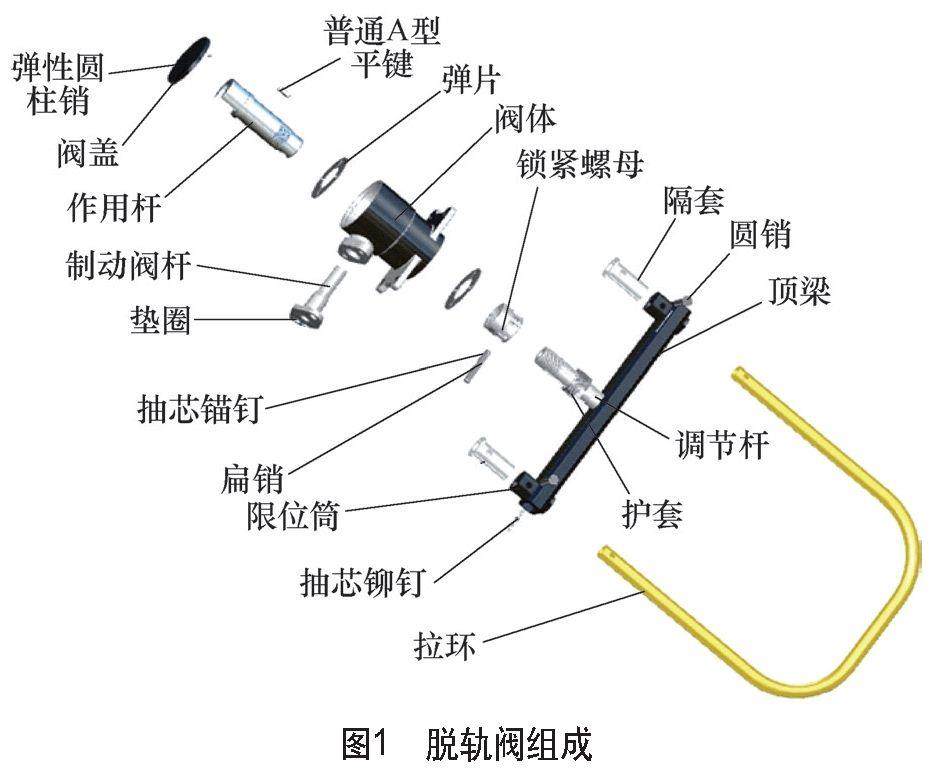
智能制造 | 铁路货车脱轨自动制动装置的机械拆解
智能制造 | 铁路货车脱轨自动制动装置的机械拆解


















 登录
登录